8:00 صبح - 18:00 ظهر
شنبه تا پنجشنبه

شنبه تا پنجشنبه
0912-9642984
نسیم شهر، بلوار ولایت
لمینت پروفیل uPVC فرآیندی است که در آن یک لایه تزئینی و محافظ معمولاً از جنس PVC، اکریلیک یا فویل پلیمری روی سطح پروفیل قرار می گیرد تا ظاهری زیباتر و مقاومتر ایجاد کند. پنجره دوجداره uPVC به صورت لمینت شده به دلیل هماهنگی بیشتر طراحی ساختمان با پنجره محبوبیت بسیاری پیدا کرده است. این فرآیند به دو روش اصلی انجام می شود که در زیر به مراحل آن می پردازیم.
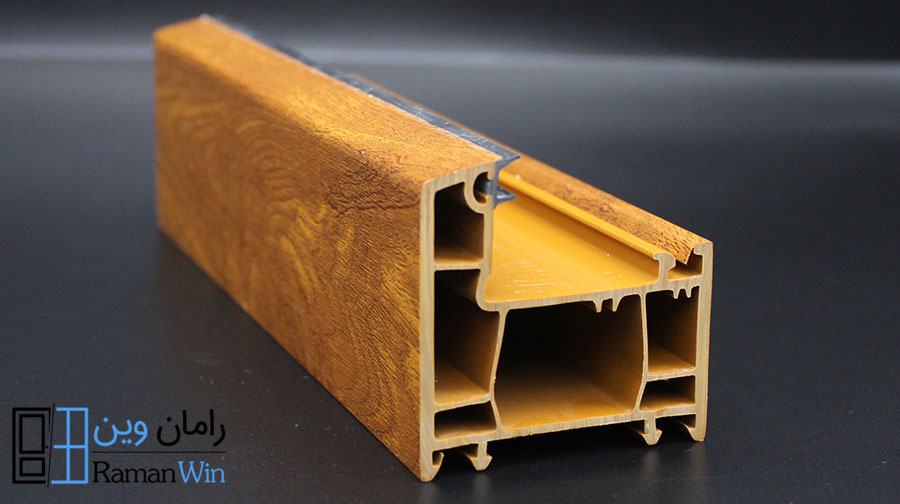
فرآیند لمینت حرارتی، یک روش صنعتی , فرآیند شبه شیمیایی (Thermo-Chemical Bonding) برای پوشش دائمی پروفیل uPVC با لایه های تزئینی مانند فویل PVC، اکریلیک یا پلی استر است. این روش با استفاده از حرارت، فشار و چسب های مخصوص انجام می شود و نتیجه آن یک سطح مقاوم در برابر عوامل جوی، خراش و سایش است. این روش برای پنجره های نما و محیط های خشن (نمای بیرونی) بهترین گزینه است.
– تمیزکاری: پروفیل با حلالهای صنعتی (ایزوپروپیل الکل یا تینر مخصوص) یا پلاسما (Plasma Treatment) چربی گیری می شود.
– سندبلاست: در برخی موارد، سطح UPVC با سایش ملایم مثل سندپپر یا مش نرم)زبر می شود تا چسبندگی افزایش یابد. البته این مورد اختیاری است.
– پرایمر (Primer): یک لایه پرایمر مخصوص مانند کلرینه شده PVC برای افزایش اتصال بین uPVC و چسب استفاده می شود.
– چسب پلی اورتان (PU Adhesive): چسب با روش اسپری، رول کوتر یا برس روی پروفیل اعمال می شود.
– زمان خشکشدن (Flash-off Time): چسب ۵-۱۰ دقیقه در دمای محیط خشک می شود تا حلال ها تبخیر شوند.
– فویل لمینت (با طرح چوب، فلز یا رنگ یکدست) روی پروفیل قرار می گیرد. فویل باید کشش مناسبی داشته باشد تا چین خوردگی ایجاد نشود.
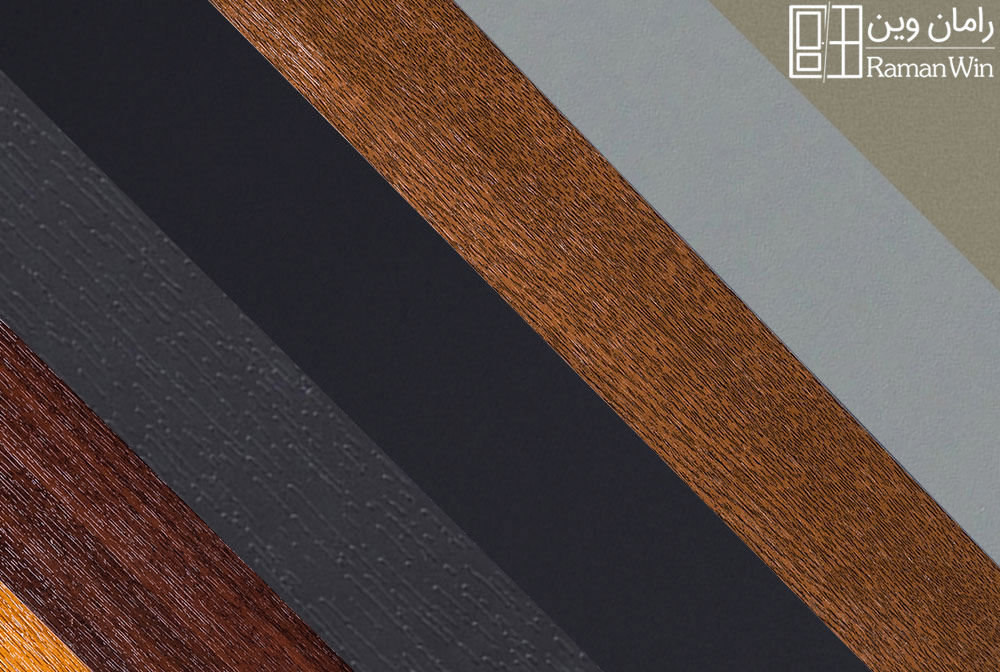
نمونه طرح فویل لمینت یو پی وی سی
– پروفیل و فویل از بین غلتک های حرارتی با دمای ۱۴۰تا۱۶۰ درجه عبور می کند. فشار اعمالی ۳تا۶ بار بسته به ضخامت فویل وارد می گردد. زمان تماس نیز ۲۰تا۶۰ ثانیه است که بسته به نوع چسب و فویل خواهد بود. سپس در این مرحله چسب ذوب جزئی (Partial Melting) شده و با فویل پیوند شیمیایی (Chemical Bonding) برقرار می کند.
پروفیل لمینت شده بلافاصله از سیستم خنک کننده کویل آب یا فن عبور می کند تا چسب سریعاً سفت شود. دمای خنک کاری چیزی در محدوده ۳۰تا۴۰ سانتی گراد است.
لبه های اضافی فویل با تیغه های CNC یا کاتر تراشیده می شود. کیفیت سطح با آزمون peel test (چسبندگی) و تست مقاومت UV بررسی می شود.
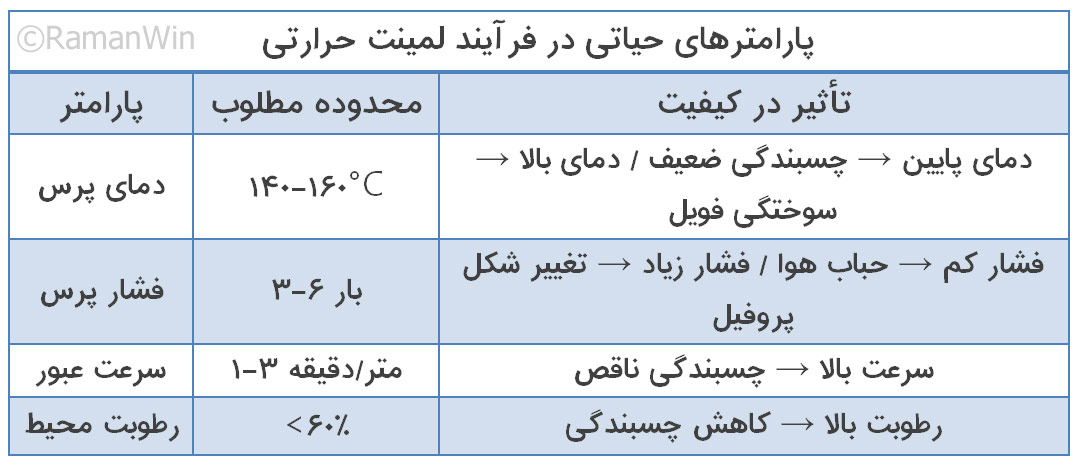
پارامترهای حیاتی در فرآیند تولید لمینت حرارتی
فرآیند لمینت سرد برای پروژه هایی که سرعت اجرا و انعطافپذیری طرح اولویت دارد بهترین گزینه است. برای محیط های بیرونی با شرایط سخت، از روش لمینت حرارتی توصیه بیشتری می شود.
لمینت سرد بر پایه چسبندگی فیزیکی (Physical Adhesion) با استفاده از چسبهای Pressure-Sensitive Adhesive (PSA) عمل می کند. برخلاف لمینت حرارتی که پیوند شیمیایی ایجاد می شود، در این روش چسب در دمای محیط فعال می گردد.
فویل لمینت: معمولاً از جنس PVC نرم با ضخامت 0.1 تا 0.3mm با پشت چسبدار است.
چسب PSA: از انواع آکریلیک (مقاومت UV خوب)، رابر بیس (انعطافپذیری بالا) و سیلیکونی (مقاومت حرارتی)
پرایمر: در برخی موارد از پرایمرهای اکریلیک برای بهبود چسبندگی استفاده می گردد.
– آماده سازی سطح: با تمیزکاری با ایزوپروپیل الکل 99% ، استفاده از کرونا تریمنت (Corona Treatment) با انرژی سطحی 38-42 dynes/cm و در موارد خاص از پلاسما تریمنت با قدرت 500-1000W استفاه می گردد.
– اعمال چسب: با روشهای اجرای Kiss-Cut (برای طرحهای پیچیده)، Direct Roll Application و Spray Adhesive (برای سطوح منحنی) صورت می گیرد.
– ضخامت چسب 25تا50 میکرون در زمان 2 تا 5 دقیقه انجام می شود.
– لایه گذاری: استفاده از سیستم های نورد (Roller System) با فشار: 1تا2 بار و سرعت 3تا5 متر بر دقیقه در دمای محیط: 15تا30 سانتی گراد.
– پرس نهایی: سیستم پرس غلتکی با غلتک سیلیکونی با سختی 60-70 Shore A و فشار خطی 20-30 نیوتون بر سانتی متر و در تعداد پاس معمولا 2 بار صورت می گیرد.
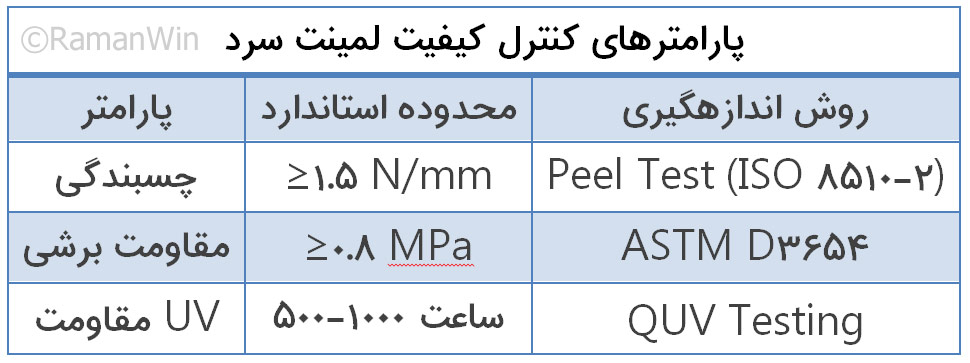
پارامترهای کنترل کیفیت لمینت سرد
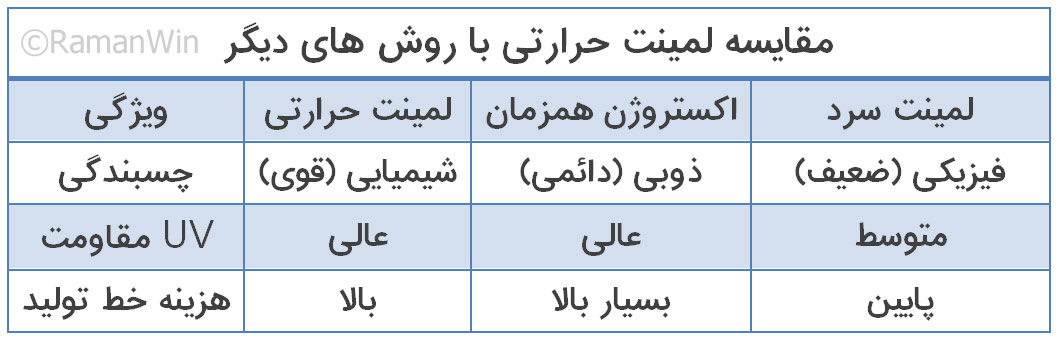
مقایسه لمینت حرارتی و سرد
محیط های داخلی و (دکوراسیون)، پروژه های موقت و مواردی که نیاز به تغییر طرح دورهای وجود دارد استفاده از لمینت سرد در پروفیل uPVC استفاده می شود.
احتمالا زمانی که پنجره دوجداره را باز می کنید با شیارهایی افقی روبرو شده…
پنجرههای uPVC ساده و لمینت شده هر دو از جنس پلی وینیلکلرید ساخته میشوند،…
با زندگی شهری و آلودگی های متنوعی که در سطح شهر وجود دارد استفاده…
یو پی وی سی لمینت شده نوعی از پنجرههای uPVC هستند که با استفاده…
uPVC که در تولید درب و پنجره استفاده می شود به واسطه جنس و…
گروه فردا سازان رامان با 10 سال تجربه در زمینه خدمات یو پی وی سی، شیشه چند جداره و نرده شیشه ای، آماده خدمت به شماست.

درب و پنجره ها وظایف مهمی در یک ساختمان دارند. ایجاد روشنایی، عایق صدا، حرارت و آلودگی، محافظت از سرقت و ... وظایف این ملزومات ساختمانی است. امروزه از منظر زیبایی شناختی تنها تمرکز بر کیفیت لازم نیست، چرا که ظاهر و طراحی پنجرها، نرده ها بسیاری از المان های دیگر در سازه اهمیت بسیاری دارد و عدم تطابق آن با طراحی کلی کار، ایرادی بزرگی محسوب می شود.







